製造工程
特殊材質や複雑な形状製品の要求にも十二分に応えることができます。
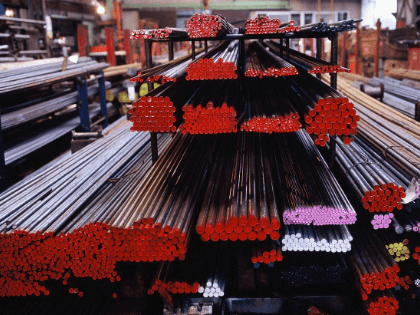
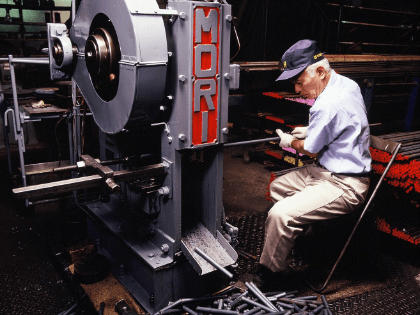
頭部を含めた長さで丸棒を一定に切り出します。
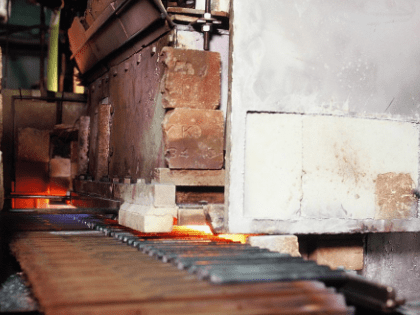
ガス炉により頭部を加熱します。

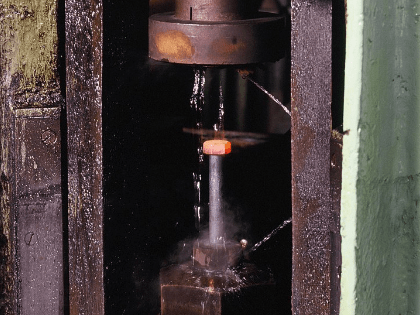
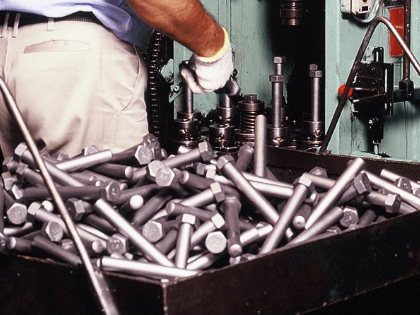
柔らかくなった頭部をフリクションプレスにより成形。
頭部と胴部を同じ温度で保持した後、徐冷します。
バリを取り、先を丸くします。

スチールグリッドで錆や燃えかすを取り、綺麗にします。
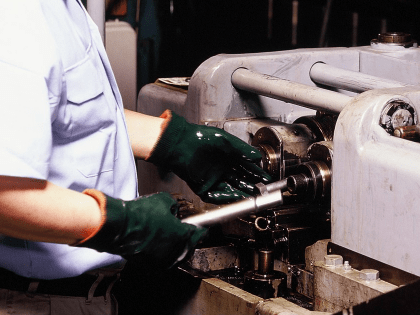
ネジを盛り上げる前の絞り加工をします。
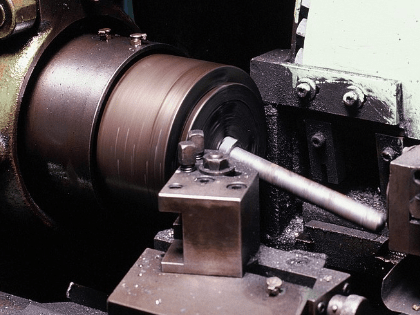
転造せずにネジ部を
切削する工程もあります。

転造せずにネジ部を
切削する工程もあります。
ネジ部を盛り上げます。

強度を増すため、焼き入れ戻しをします。
形状寸法、ワレ・キズ、
機械的性質検査

形状寸法、ワレ・キズ、
機械的性質検査

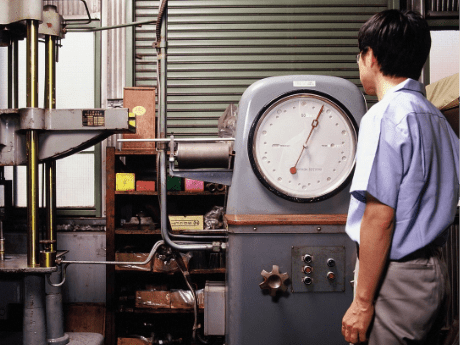
引きちぎったり、圧し曲げたりして、ボルトなどの引張り強度及び圧縮強度の限界値を測定します。
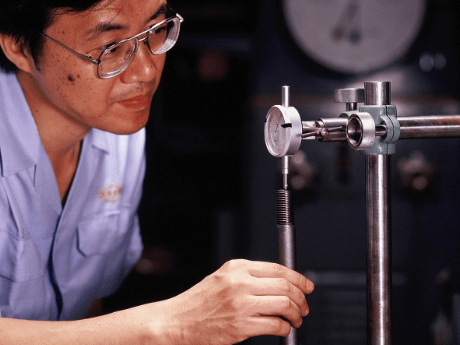
ボルト、ナットなどのネジ部品で品物を締めつけて使用するとき、そのネジ部品に許される最大の軸力を調べます。
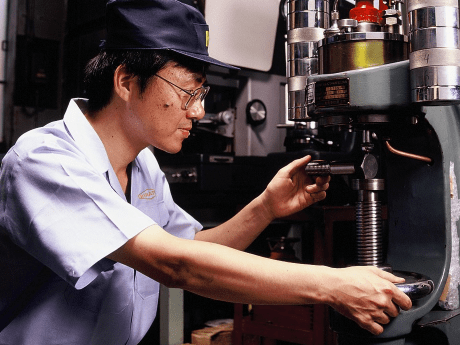
約3tonの負荷をかけ、凹んだ穴の直径を測って硬さを調べます。

ブリネルよりも小さな負荷をかけて測定するので、完成品などの硬さを調べることができます。

ネジ部の精度を調べるための測定器。ネジ部を最後まえ通す”通り”と先端で止まる”止り”があります。